25TPH Antimony Ore Gravity Processing Plant In Chad
25TPH Antimony Ore Gravity Processing Plant In Chad
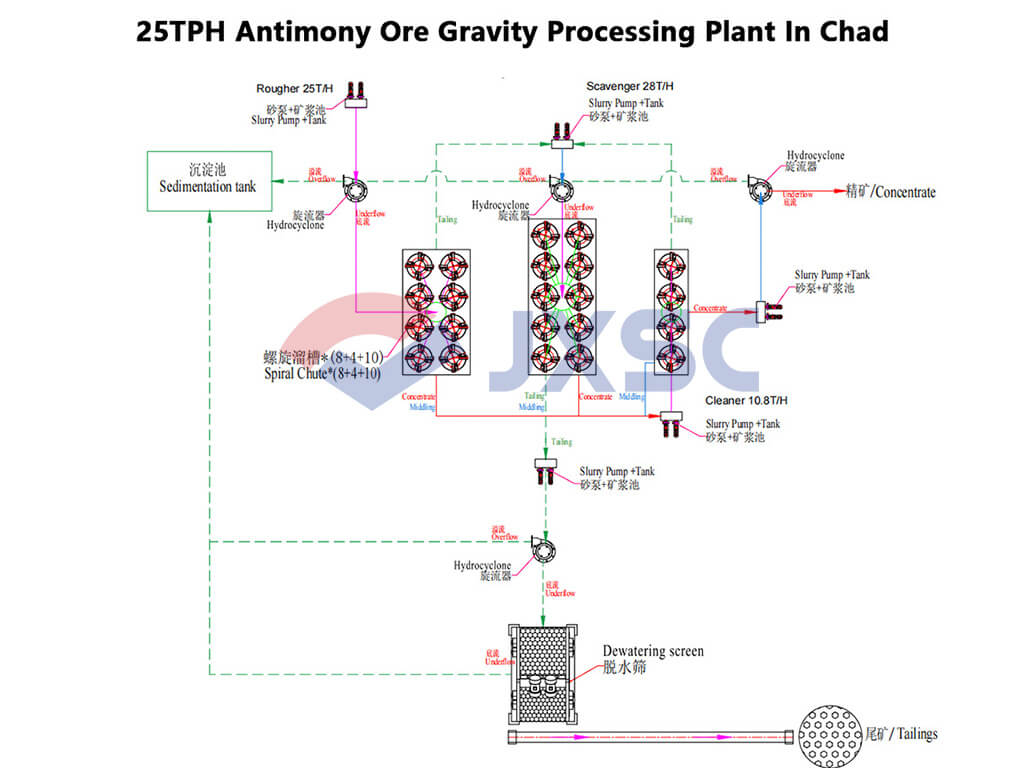
This is a 25-ton/hour antimony ore gravity processing plant designed and delivered by JXSC for a client in Chad. Due to its high specific gravity, antimony ore can be efficiently and cost-effectively separated using gravity separation. The plant uses spiral chutes and hydrocyclones as its core components, employing a three-stage closed-loop process of roughing, scavenging, and cleaning to gradually enrich the raw ore into high-grade antimony concentrate. It is also equipped with settling tanks and dewatering screens for tailings dewatering and water recycling. The entire antimony ore gravity processing plant is equipped with 22 spiral chutes (8 for roughing, 10 for scavenging, and 4 for cleaning), with precisely matched capacity for each stage (25T/H, 28T/H, and 10.8T/H). The compact process layout ensures continuous and stable production.
Location
Chad, Africa
Material
Stibnite ( Antimony) between 30% - 40% grade
Capacity
25 TPH
Feed Size
<2mm
Solutions & Process
25TPH Antimony Ore Gravity Processing Plant
01
Rougher Section (25 tons per hour)
Raw ore slurry enters the rougher section at a rate of 25T/H, and is transported to the hydrocyclone classification stage by a sand pump and slurry tank. The hydrocyclone overflow (fine sludge) is discharged into the settling tank, while the underflow (coarse particles) is sent to eight rougher spiral sluices for separation. The spiral chute separates three products: the concentrate enters the subsequent cleaning section for further enrichment; the middlings are returned to the scavenging section for further recovery; and the tailings enter the scavenging section for continued scavenging.
02
Scavenger Section (28 tons per hour)
The rougher tailings and middlings are combined and fed into the scavenger section at a rate of 28 T/H. After hydrocyclone classification, the underflow is sent to 10 scavenger spiral sluices for further separation. Subsequently, the concentrates from the scavenger and rougher sections are combined and sent to the next stage. The tailings are directly discharged into the tailings treatment system.
03
Cleaner Section (10.8 tons per hour)
The rougher and scavenger concentrates are combined and fed into the cleaner section at a rate of 10.8 T/H. After hydrocyclone classification, the underflow is sent to four spiral sluices for final cleaning. Finally, the hydrocyclone overflow is produced as the final antimony concentrate (target grade: 60%). The tailings from the spiral sluices are discharged into the tailings treatment system.
04
Tailings Dewatering and Circulating Water System
After the tailings from each stage are collected, they are classified by a hydrocyclone. The underflow enters a dewatering screen for dewatering and is then discharged as the final tailings. The overflow and filtrate flow into a sedimentation tank, and the clean water is returned to the production system for recycling, achieving zero water discharge.