- Home
- Blog
- Mineral Solution
- Gold CIL Technology Details: 5 Key Processes For Maximum Recovery
What is Gold CIL Technology?
The biggest advantage of Gold CIL (Carbon-In-Leach) technology is that it simultaneously performs cyanide leaching and activated carbon adsorption in the same tank. Granular activated carbon is added directly to the leaching tank, allowing gold ions dissolved by the cyanide in the slurry to be captured by the activated carbon. This eliminates the intermediate solid-liquid separation steps of thickening and filtration, shortening the operating cycle by more than 30% and reducing gold-ion loss during slurry retention. This “integrated process design” reduces cyanide consumption (typically saving 5%-10%) while accelerating gold recovery.
While CIL and CIP (Carbon-In-Plup) are two of the most commonly used cyanide processes for gold extraction, their performance in practical applications differs significantly. CIP requires leaching followed by adsorption, resulting in a longer process and higher investment costs.

CIL vs. CIP: Key Data Comparison
| Indicator | CIL | CIP |
|---|---|---|
| Investment Cost | 15%-20% lower (intermediate steps are omitted, reducing the number of equipment). | Relatively high (additional mixing tanks and adsorption towers are required). |
| Recovery Rate | 92%-97% (suitable for ores with high mud content and complex compositions). | 85%-93% (suitable for easily leachable ores). |
| Applicable Ores | High argillaceous, fine-grained disseminated gold ores (such as oxidized ores, altered rock gold ores), medium and large mines pursuing high recovery rates. | Low-sulfur, low-argillaceous carbonaceous gold ores (such as quartz vein gold ores), medium-sized mines with stable raw ore grade. |
| Cyanide Consumption | Relatively low (synchronous leaching and adsorption reduce oxidation loss). | Relatively high (segmented treatment increases reagent residue). |
Applicable Scenarios
The application range of gold CIL technology is not unlimited. Its optimal profitability is concentrated in three types of deposits:
● First, oxide gold ores. In these ores, gold exists in a free state with high exposure. Cyanide leaching efficiency is more than 10% higher than that of primary ore, and CIL can maximize recovery.
● Second, low-grade, fine-grained disseminated gold ores. CIL has lower operating costs, and profitability can be achieved even with a primary ore grade of around 1 g/t.
● Third, gold ores with high mud content. Heap leaching of these ores easily leads to problems such as material caking and uneven leachate penetration. CIL, operating in a slurry environment, is unaffected by mud content.
Limitations: CIL is not suitable for high-sulfur, high-copper, or carbonaceous gold ores. These minerals consume large amounts of cyanide reagents and compete for adsorption sites on activated carbon, which can lead to decreased recovery and soaring operating costs.
5 Key Processes Of Gold CIL Technology
1. Ore Pretreatment and Grinding/Classification
A multi-stage crushing process, including coarse and fine crushing, is commonly used to grind the raw ore to a size suitable for grinding feed. In the gold CIL process, grinding fineness is a fundamental prerequisite for determining gold leaching efficiency. The general requirement for grinding fineness parameters is that the proportion of -200 mesh should be controlled between 85% and 95%. In practice, particle size control can be achieved through hydrocyclones and spiral classifiers, while dispersants are added to improve slurry flowability. The aim is to fully expose and liberate the gold particles embedded in the gangue, ensuring sufficient contact with the cyanide reagent.
For refractory gold ores containing sulfur or arsenic, a pretreatment oxidation process is required. By breaking down the sulfide coating on the gold through biological oxidation or roasting oxidation, leaching efficiency can be directly improved.
2. Simultaneous Adsorption of Cyanide Leaching and Activated Carbon
In the key points of carbon leaching adsorption operation, strict control of core parameters is crucial. Sodium cyanide concentration is critical in the leaching process; too low a concentration (<0.03%) will cause a sharp drop in leaching rate, while too high a concentration (>0.1%) increases costs and raises pollution risks. Optimization can be achieved by using a stepped cyanide addition method, with a higher dosage at the beginning of the leaching process and gradually decreasing it at the end. Simultaneously, controlling the aeration rate at 0.5-1 m³/(m²·h) can improve adsorption efficiency.
3. Gold-Loaded Carbon Desorption and Electrolysis
For mining areas with high environmental protection requirements, a high-temperature, high-pressure, cyanide-free desorption process can be used. Using only sodium hydroxide as the desorbent can shorten the desorption time to 4-6 hours. The desorption rate is stable at ≥99%, and the treatment process for cyanide-containing desorption solutions is eliminated.
In practice, the desorption effect of gold CIL technology can be judged by testing the gold content of the desorbed carbon. If necessary, the temperature, pressure, and time process parameters can be adjusted. If incomplete desorption leads to gold residue on the gold-loaded carbon, the holding time can be extended and the number of desorption solution circulations increased.

4. Gold Sludge Smelting and Purification
The first step in gold sludge treatment is to thoroughly remove impurities; acid washing is the most commonly used method. Temperature control during the smelting process is crucial, ensuring complete melting of the gold while preventing excessive volatilization loss. A step-by-step heating method yields better results.
For products requiring high purity, electrolytic refining is the optimal choice. This method not only improves the purity of the gold but also effectively recovers other valuable metals. Special attention must be paid to controlling the current density during operation. After drying, the sludge is fed into a smelting furnace for high-temperature melting. After separating the slag, it can be cast into gold ingots.
5. Tailings Treatment and Residual Gold Recovery
The priority in tailings treatment using the gold CIL technology is to ensure complete cyanide degradation. Cyanide in the tailings must be reduced to safe levels before compliant storage. This is both an environmental requirement and crucial for the subsequent gold recovery. Simultaneously, some incompletely extracted gold may remain in the tailings. Although the grade is low, it can be recovered through secondary leaching, gravity separation, or other CIL tailings gold processing methods. In large-scale mines operating for extended periods, the recovered residual gold can generate substantial additional revenue, effectively further improving resource utilization.
Core Advantages Of Gold CIL Technology
✔ Higher Recovery Rate (92%-97%):
Leaching and adsorption occur simultaneously, reducing secondary losses of dissolved gold. The overall gold recovery rate is significantly higher than traditional processes, maximizing the utilization of mineral resources.
✔ Lower Investment Costs:
Eliminating the intermediate solid-liquid separation step reduces equipment requirements by 20%. Simultaneously, higher reagent utilization significantly reduces overall operating costs compared to traditional processes, resulting in a more favorable return on investment for medium- to large-scale mines in the long term.
✔ Greater Adaptability:
The gold CIL technology is particularly suitable for difficult-to-process gold ores with high mud content and fine particle size. It solves the problems of caking and uneven leaching in heap leaching processes on high-mud-content ores.
✔ Enhanced Environmental Controllability:
With supporting processes such as cyanide-free desorption and cyanide degradation, pollutant emissions during CIL production can be effectively controlled. Residual gold in tailings can also be recovered simultaneously, balancing economic and environmental benefits.
✔ Significant Potential for Automation Upgrades
Core parameters of the entire CIL process (pH, reagent concentration, carbon density, etc.) can be monitored and controlled in real time through an automated system. This reduces human error, maintains stable production efficiency, and facilitates digital and intelligent upgrades for mines.
Global High-Efficiency Extraction Gold CIL Technology Solution
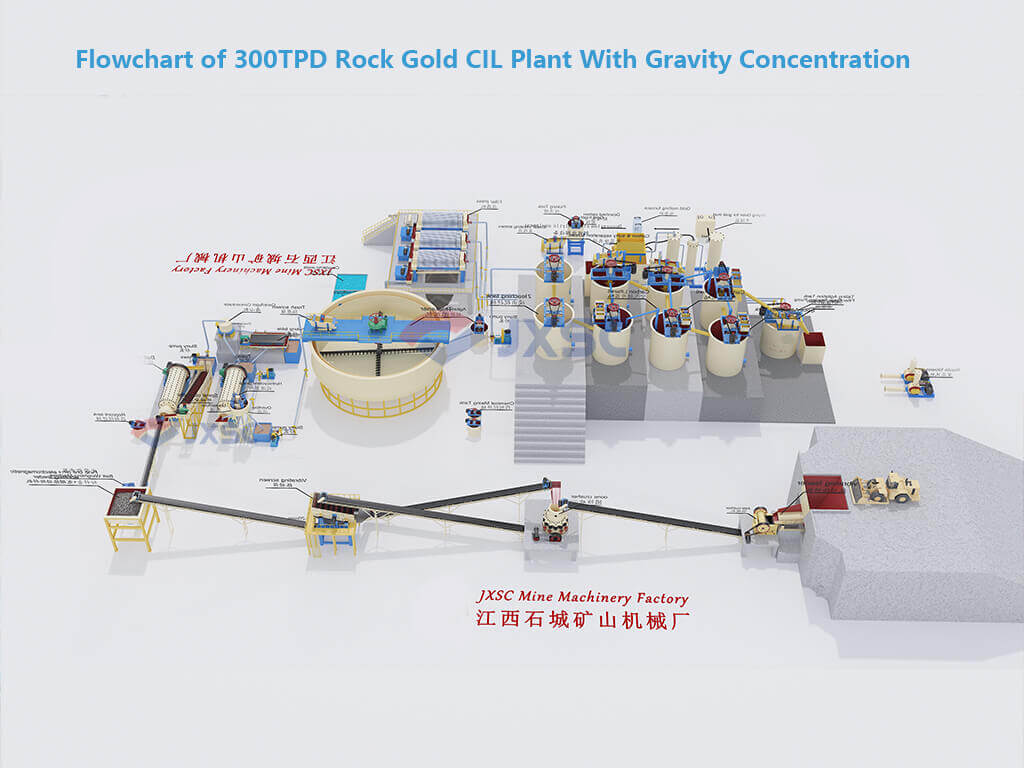

Gold CIL (Carbon-in-Leach) is called a “low-cost, high-recovery gold extraction method” because of its streamlined process and optimized reagents. A typical gold CIL system includes five key modules: crushing and grinding, cyanide leaching, carbon adsorption, electrolytic desorption, and tailings treatment. Because CIL eliminates the intermediate solid-liquid separation step, it can maintain a high recovery rate (over 90%) even with a viscous slurry. Simultaneous leaching and adsorption also reduces the risk of secondary gold loss after dissolution. If your gold mine is a fine-grained, disseminated, high-muddy ore with complex associated minerals, CIL is definitely a more economical and efficient choice than CIP (Carbon-in-Pulp)!
Conclusion
Gold CIL technology is a mature solution for improving gold recovery rates and reducing beneficiation and smelting operating costs. JXSC Mining Machinery Factory provides customizable complete processes, equipment, and optimization solutions. Through scientific ore pretreatment, precise cyanide leaching, efficient activated carbon adsorption, stable desorption electrolysis, and standardized tailings treatment, gold recovery rates exceeding 95% can be achieved. Whether you are a mining investor, a beneficiation engineer, or a professional seeking more efficient gold extraction solutions, you’ll find invaluable industry insights here!



